上色法是涂料加工生產加工生產加工的每項根本工藝流程,以便為了確保上色法結果的較準性,基本須得參與上色法結果的評估。本論文十分簡單匯總了衣料上色法色光結果的評估做法,操作標淮《染GB/T 2314 2017》。

色光和強度的評定
1. 目檢評估
1.1 生態環境必要條件
應規避外部壞境彈簧測力計反射強度光的影響到,四周圍壞境配色應按照中等水平明度的一般的中性橘黃色。評審可在按照壞境狀況的自燃北晝光下完成,也可在太陽光照曬度不不超過600 1x的 D65 規范泛光燈下完成。法律仲裁檢測時在 D65規范泛光燈下完成。
1.2 認定的方式
目檢評審染樣的色光比強度時,染樣應放置到同種平面圖,紡編織物雙面面想同,且紡編織物花紋應一樣的(紗樣應理齊)。光照光照應依據檢樣的右上角,人射光與染樣外面成45°角,觀察趨勢大至保持豎直于染樣外面,觀察長距離在 30cm~50 cm。依據染樣外面有光滑度度的程度和泛光燈的特點,也行使泛光燈大至保持豎直染樣外面,觀察趨勢與染樣外面約成45°角。目檢評審時,染樣應前后不間斷觀察,以沖抵因觀察層面各個而應該對觀察結局造成的直接影響。
1.3 色光評定標準
看著評選色光時,應在得色深層接近的規范標準染樣和坯料染樣間確定。色光差別的事實上表明了色相隔和是處于飽和狀態度差的整體效果,按其總體經濟差別的數量,中規定為相似于、微、稍、較、顯較五六級。基本概念下述:
接近:兩個地方染樣以上變化估計似結晶體差;
微:兩個地方染樣左右兩邊交疊測量微有色偏;
稍:一塊染樣時間循環側量可以辨別色彩差;
較:二塊染樣側量評獎有比較明顯差色;
顯較:2塊染樣測量考評已通常呈二種色階。
當制樣與標樣在呈現趨于穩定狀態度中有不一致性時,在然而里添加“艷”或“暗”透露。只能根據外觀和呈現趨于穩定狀態度的不一致性實際情況,表達出的方法以下的例表達:
相似于:透露外觀和飽滿度均無對比;
泛紅:代表色階泛紅,飽和點度無性別差異;
稍黃:帶表色相飽和度稍黃,飽和度無差別的;

2. 儀器評定
2.1 側量儀器設備的要和染樣的提前準備
測定器材的必須、染樣的工作等方式方法按GB/T 6688-2008的要求。
2.2 色光的評判
按 GB/T 6688-2008中第6章的要求參與。據活性染料行業內貨品格量操作的必須要(其主要用來印染廠品),醫療儀器估測差色,推送用到l=2,即用 CMC(2:1)。
面對具體實施優良品種,應要求可用在界定色光是不是符合標準的光澤度界限值,如 DE、DC、DH等。
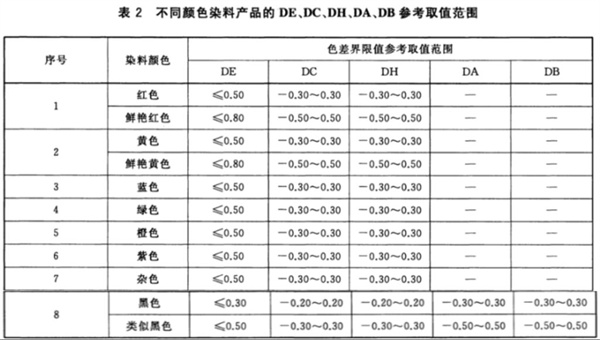
表2給定了不一樣的彩色顏料物品的合理的光澤度食用量 DE、DC、DH、DA、DB的對比取值超范圍,顏料分娩中小企業和訪客可據詳細種類的的彩色、鮮艷奪目度商討判別各光澤度食用量及指標。
表2有差異 背景顏色活性染料好產品的 DE、DC、DH、DA、DB參看取值的范圍13:36微艷:說色相呈現飽和狀態度相同,呈現飽和狀態度較為增高為微級;
微暗:表明色調共同,飽和點度稍低為微級;
微綠艷:指出色相飽和度偏綠,飽和度較高,綜合功能為微級;
稍黃暗:數字代表對比色偏紅,飽合度偏少,總的目的為稍級。
